

 日本語
日本語
 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 한국의
한국의 chinese
chinese






【ブログ】フローのマリンプロペラ
【ブログ】フローのマリンプロペラ
完璧な海洋プロペラが完成する予定として以下の手順:
①&Emsp;成形
②&Emsp;金属鋳造
③&Emsp;加工
④&Emsp;完成品検査
⑤&Emsp;インストールおよび利用に際して


成形
ピッチプレートを使用象のスパイラルの表面をする場合には下の砂型を、その精度に直接影響を与える、製造品質のパドル.
決定の寸法ピッチプレートが必要な考慮したピッチの刃が収縮を鋳造材料を流し、その厚さは、レンガのテーブルの幾何学的特性のプロペラそのものです。
1)計算の均等ピッチプロペラピッチプレート
の位置をピッチプレートを決定することに加え、ブレード半径Rの半径方向の加工貸倒引当金の刃先端の厚bのレンガのテーブルの支援を砂型に将来のことを検討するべきです。
同時に、半径方向の収縮は、金属のことを検討するべきです。 このように、半径のピッチプレートは(1+K)R+a+b;その周方向位置するここでは、扇状地の形成によるピッチプレートセンターのパドルでシールドの正投影面積のブレード、一定のフレーム。
ように円弧の長さをピッチプレートができるなど、その本質を見つけピッチプレートは円弧の長さの変位のgeneratrixにすることが予測されます。
2)計算の可変ピッチプロペラピッチプレート
現在、二つの可変ピッチ、リニア可変ピッチの非線形可変ピッチについて。 前者は必ずピッチプレートです。 ピッチの先端には外側のピッチプレートの内部は内側のピッチプレート。
後者のほか、外側のピッチプレートも多数必要とするため内部のピッチ板サイズによっては、プロペラ、要求精度.
金型製作
プロペラの鋳造金型は、一般にはボックス型の砂型、パーティングの表面には刃のページです。 のページの下にサンドボックスの葉の裏に出来上がります。
がプラスチックの低い砂ボックス、初の完全、適切な円筒表面の三角形のピッチプレートを使用してスクレーパーをミのスパイラルの表面のページを収集し、傾斜エッジのピッチプレートに沿って軸となる。
に等しいピッチの刃物、スクレーパー、ブラジル、ロシアの泥状、パーツのラジアルリニア可変ピッチ翼により変更になります。
荒鋳造
あ鋳造法のための金属のプロペラトトップ鋳造及び下型。
トップ鋳造方法の鋳造方法に注入し溶融金属を金型キャビティから上記のライザー.
この方法の利点は、鋳型が簡単、便利での温度分布は比較的リーズナブルな場合は、金属キャストに凝縮して一定の方向にライザー温度が高く、鋳造ときは、補償します。
しかし、酸化物の金属表面の入力鋳造の金属鋳造時のメタルフローダを生成する水しぶきに取り組んでいる気泡中の不純物、ゆったりとscab表面の鋳造を一定の深さに影響を及ぼす機械的な強さのブレードで構成されています。
そのため、国で広く用いられている鋳造は小(1メートル以下直径プロペラ.
下の鋳造方法では、金属液体の最安-ポイントは、金型キャビティの低いプロペラハブを防止するための共通の欠点などの酸化物および収縮に起こる現象の奥の刃中。
プロペラ加工
:クレジット-カルチャーゲート、ライザーは、加工の両端面にハブ軸穴に挿入し、キーを軸穴、削り、軸穴加工のページのブレード等 のためのバランスの実験です。
加工した場合、一切のライザー、ゲートおよびその他の冗長部品の両端に拠点を伴う二つの基準面で前後の拠点、そして穴に沿ってセンターのハブに挿入し、キーを軸ます。
穴あけが可能で旋削加工や穴あけ機です。 一部の大型パドル翼することが可能と自家製の垂直または水平ボーリングされています。 一般的には、テンプレート軸はチェックを処理す。
刃物加工
に応じて刃の概要が描いたプロペラの計測、余分な部分を切り出し、バッチ、ブレード表面、翼背面の加工も行います。
の処理が葉の裏面の葉面です。
後刃の表面を加工してご使用ください参考として表面の再測定の厚みの刃の厚さの金属層から削除される奥の刃からのご要望に合わせて。 訓練の最大掘削深さの厚さに加工された金属層である。
の深穴の商品の形状は曲線の各部門およびその除去の過剰金属層に沿ってラジアル方向のブレードで構成されています。
どの材料になって海洋プロペラ?
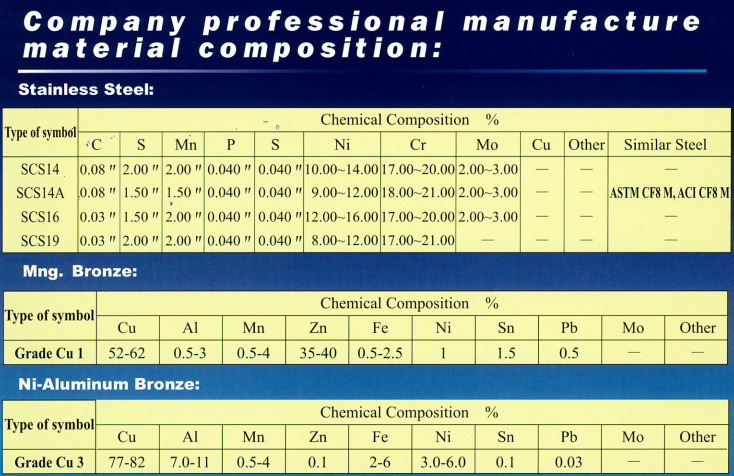
プロペラの材料は、通常、銅合金、鋳鉄、鋳鋼、科学技術の発展は、多くの新素材などのガラス繊維、ナイロンが、一つのプロペラの生産の素材です。 プロペラの素材が必要十分な機械的性質を有するもの でも換に対応していることが必要で複数の金属の化学物件です。
として使用するスパイラル刀の材料、マンガン銅の特性の大きな伸び、耐衝撃性に対する耐食性に優れています。 この材料が多用され、製造のプロペラのための海洋ます。 しかし、この物質は、不浸食ます。
アルミニウム青銅のマルチ-合金と銅-アルミニウム合金を主体にする。 このマンガン、鉄、ニッケル及びその他の要素に基づ銅、アルミニウム製です。 また、その優位性マンガン青銅、その重さや疲れを相対的に比較します。 低く、大型高速船のプロペラとして使用し、主要素材です。 その欠点としては、技術的要件の精錬を、かけ流しが比較的高い。 同時に、問題の寒いの脆弱性(ぜいじゃくせい)の大型鋳物には困難、高価です。
鋳鉄プロペラの低コストで簡単に鋳造などに広く使用されて小さい。 しかし、機械的強度、脆性や脆弱性、腐食による海水になり、寿命が短い。 同時に、独自の断面の厚さ駐日大使の業務の効率化のプロペラを小さくなった場合にのみ活用できることを小型低速船)
の機械的特性および耐衝撃性鋳鋼プロペラは非常に強いものの、その鋳造プロセスが均一に変形し、プロペラから逸脱し、実際のサイズ。 同時に、鋳鋼の影響を受けやすい海水の侵食によりその他の金属、プラス
本サービスの寿命が短いので、適用範囲は非常に小さいだけでなく、そのニッケル合金、チタン合金など。 に対するキャビテーションしめる。
以下のように表示しますどのような原料を用いた舶用プロペラ




前 :
マリンシーコックバルブのお手入れ次 :
銅ジス仕様
XIANG YI INTERNATIONAL LTD.
 No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
 +88677887895
+88677887895
製品や価格表についてのお問い合わせは、お任せください。24時間以内にご連絡いたします。






